Introduction to a Series of Articles on Optical Alignment
For some time, I have been encouraged to write a book about optical alignment. There have been several half-hearted attempts at beginning, but it never seemed there was enough to talk about and I kept finding new ideas about alignment. I didn’t want the book to be out of date before it was ever published. For this reason, I have a fresh approach for starting again.
The book will be written as sort of a blog with each stand-alone part being a piece of the bigger picture. It will be a little like Charles Dickens who wrote his novels as serials with a chapter published weekly. This will be a little more complicated, as I feel there are three basic methods of alignment and I want to contrast the three as the serial is written. To help with this scheme, I will also use a set of example systems to illustrate the methods, and the systems will get more complex as the serial develops.
Along the way I intend to toss in tips and references about performing various steps in alignment. For example, if when you first look at an image or interferogram and it looks like a bowl of spaghetti because there is so much aberration it is hard to know where to start, simply stop the system down to reduce the aberrations until it becomes apparent which is the most offending aberration. Then you will have an idea for corrective action. As the alignment is improved, you can increase the stop size until eventually you are viewing the full aperture. Alignment is, after all, governed by paraxial optics.
Before getting into any details, I want to say a few words about why alignment is important and why there is any need for a series such as this. With modern computers and the work of some very smart people, the optical design of lenses and mirrors are about as good as can be achieved. Perhaps a new glass will come along that will help with a certain design defect but this is a detail in the bigger picture, lens design will probably not get much better than it already is.
In addition, with modern CNC polishing techniques and interferometric testing you can get about any degree of optical surface quality you want. Once you have 0.1 rms wave surfaces, even if you have a system with many such surfaces, you are not really going to improve your system performance by asking for 0.05 rms wave surfaces, at least in the visible. The only way to improve the performance of an optical system these days is to put it together more precisely, that is, to align your system better. In this area there is a long way to go for several reasons.
The main reason there is room for improvement is that the design of a system and its assembly are far apart in time and space. By the time hardware shows up in the assembly area, the design people are working on a whole new project. In addition, the designers and assembly people have entirely different skill sets and speak different jargon. There are mechanical engineers in between the two groups but they often hinder communication between the two rather than improve it. My hope is that this set of articles will help improve the situation.
This gives you some idea of where this project is headed. Consider the material a draft that may eventually get organized into a real book, but for a long time it will remain fluid and subject to revision. I solicit your help in this regard. If after reading these articles you have a comment, suggestion or to point out an error in my thinking, please let me know. My background is limited and if you can share your experiences, it will only make this effort better. All additions to the text will be acknowledged unless you wish to remain anonymous.
One other matter about the organization of the material, I would like to keep the text and ideas as simple as possible so that the articles can be read and appreciated by people with any skill set. There are people who may want more detail, and I will try to keep these more detailed explanations as side bars for the more interested. I will try to make this detailed material obvious, and suggest it be ignored by those who want just the basic ideas. This is in line with my feeling that when you push an engineering problem hard enough it becomes science, interesting science, but stopping to look at the science doesn’t necessarily get the hardware out the door, the thing your boss wants most.
Back in the late 1990’s NIST had a number of firms that wanted to send their interferometer transmission spheres there for calibration but NIST was not in this sort of calibration business. While I was at NIST consulting for Chris Evans in the Precision Machining Facility we thought of the idea of a self-calibration test for transmission spheres that was a spherical analog of the plane surface test(1) used to self-calibrate interferometric surface roughness testing microscopes. We called our method the Random Ball Test (RBT). It relied on averaging multiple interferograms of random patches of a precisely polished ball. The test worked as expected and we published the results in a fairly obscure meetings proceedings(2).
While the RBT worked as we expected and provided the desired method of self-calibration, it was not a practical method because it used a ball made of black filter glass that was rather soft and easily damaged. The glass had to be opaque to eliminate a coherent reflection from the far side of the ball. Another ball was made of harder, transparent glass where a small hole was drilled through the center of the ball to block this reflection but this made the ball more expensive and the surface not completely random. The idea was left as an interesting exercise that solved a serious calibration problem but had little practical value.
About 5 years later I became aware of commercially available, precision silicon nitride balls and these made it look like the RBT could be commercialized. The CaliBall™ was first marketed in 2005 and well over 300 have sold since then. The 1” diameter, Grade 5, silicon nitride ball is extremely hard and tough, has a reflectivity of about 11%, a good compromise for use with both uncoated and highly reflective transmission spheres, and resists stains and finger prints much better than steel balls. Further, the SiN balls do not dent as some steel balls do with mishandling.
In the random ball test the ball artifact, sitting on a kinematic support of 3 hard points, is placed so its center is at the focus of the transmission sphere to be calibrated. The ball surface facing the transmission sphere acts as a convex mirror whose center of curvature is at the transmission sphere focus. An interferogram is taken and the resulting contour map is saved. The ball is removed from its kinematic support, arbitrarily rotated and replaced on the support. Another interferogram is taken and averaged with the first. This process is repeated a number of times although about 10 times is enough to get a good idea of the errors in the transmission sphere as can be seen from this paper with typical examples(3).
The question then comes up, how good is the RBT? For one, it should not be used to calibrate slow transmission spheres; diffractions effects start to creep in around f/7 or slower that compromise the results. On the other hand, for faster transmission spheres rather extensive tests were run at CSIRO by Jan Burke. In a paper(4) covering not only the RBT but several other self-calibration methods for transmission spheres, Burke comes to the conclusion that the RBT gives the most precise and consistent results of all methods tried, but that the RBT is somewhat tedious due to having to move and replace the ball between interferograms. This seems a small price to pay for a robust calibration method that takes but a few minutes to perform.
1 Creath, K. and Wyant, J. C., “Absolute measurement of surface roughness”, Appl. Optics, 29, 3823–7 (1990).
2 Parks, R. E., Evans, C. and Shao, L., “Calibration of interferometer transmission spheres”, OSA, Technical Digest Series, Optical Fabrication and Testing, Hawaii (1999).
3 W. Cai, D. W. Kim, P. Zhou, R. E. Parks, and J. H. Burge, “Interferometer Calibration Using the Random Ball Test,” in International Optical Design Conference and Optical Fabrication and Testing , OSA Technical Digest (CD) (Optical Society of America, 2010), paper OMA7.
4 Jan Burke and David S. Wu, “Calibration of spherical reference surfaces for Fizeau interferometry: a comparative study of methods,” Appl. Opt.49, 6014–6023 (2010)
Optical Perspectives would be glad to send you any of these papers on request to info@optiper.com
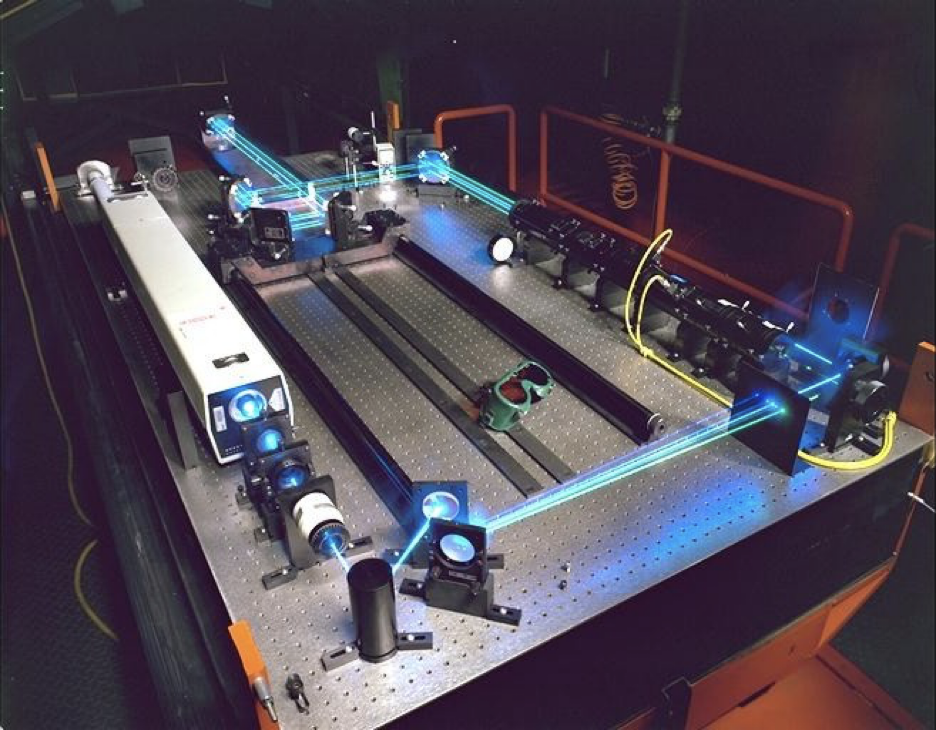
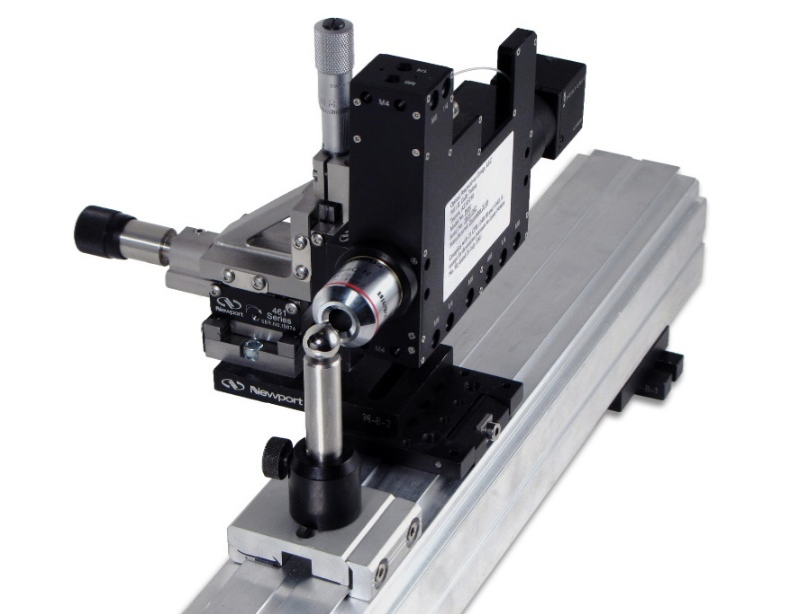
Many research projects begin as tabletop assemblies of optical components to move light from a source through an interaction zone to change the character of the light and on to a detector. The quality of the signal reaching the detector depends on the optical alignment of all the components between the source and detector. The signal quality reaching the detector often means the difference between success or failure of the experiment. In this note we discuss practical issues regarding tabletop optical alignment, like that pictured below, to realize the maximum signal quality with the minimum effort.
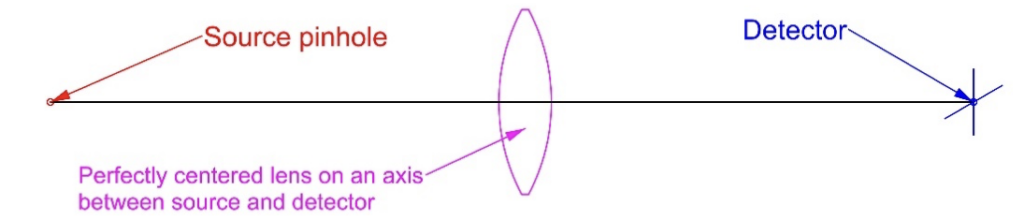
As a simple example, draw a line between the light source and detector to define a required system axis and use a simple positive lens as what interacts with the light in between as shown below in Fig. 1.
Fig. 1 A perfectly centered and tilt free lens relative to the system axis (black line)
As each component is added between the source and detector, optimum alignment is achieved when the light path following the component is unchanged in position or angle, that is, the light reaching the detector arrives at the same location and same angle as before the component was introduced in the light path. Now we discuss how to accomplish this task.
Optical Alignment Using a Bessel beam
We [1], and others [2,3], have found that a Bessel beam propagates through optical components such as lenses and prisms as though the beam was a paraxial ray. As opposed to a real ray that comes to focus at the back focus of a lens illuminated with collimated light and is only visible as a focused spot in the back focal plane, a paraxial ray propagates an arbitrary distance. If we use a Bessel beam as our axis between source and detector, we can observe its position and direction at any point along the beam as in Fig. 2. (Details about Bessel beam creation are in the Appendix)
Fig. 2 Bessel beam created by a point source and Axicon grating detected anywhere along the beam
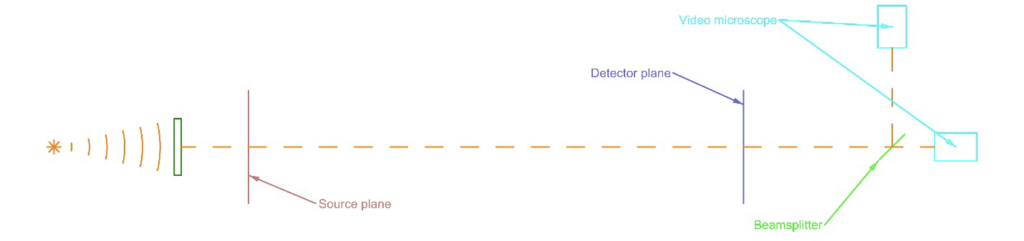
To keep the example simple, but easily extended to multiple components, assume we want to place a lens between the source and detector planes that images an illuminated pinhole source onto a target crosshair in front of a detector. We project a Bessel beam created with a point source of light on the axis of an Axicon grating down the intended path between source and detector as in Fig. 3. Beyond the detector plane we place a beamsplitter and two video microscopes at different distances from the beamsplitter. Because of the different distances we can measure any change in the Bessel beam position and direction in 4 degrees of freedom (DOF).
Fig. 3 The Bessel beam is deflected when a lens with tilt and decenter is inserted in the Bessel beam
Aligning a Lens in the Bessel beam
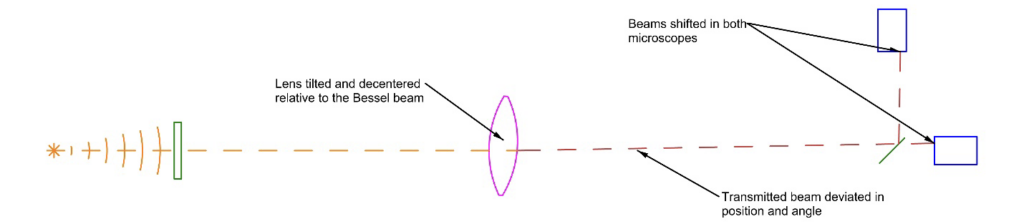
Now we insert the lens in the beam and move it in position and tilt. This causes the spots seen in the microscopes to move as in Fig. 4. There is one, and only one, position of the lens in 4 DOF for which the spots in the microscopes are centered as they were prior to inserting the lens. Now the transmitted Bessel beam is coincident with the beam before inserting the lens. This is considered perfect alignment of the lens. Since the Bessel beam is as it was before inserting the lens, it is now used as the reference for inserting the next element.
Fig. 4 Initial insertion of the lens deviates the Bessel spot location on both video microscopes
Aligning the Detector and Source to the Bessel beam
Now we must center the detector and pinhole on the reference Bessel beam. First, place the center of a reflecting ball at the design distance from the lens surface. We typically use a Grade 5, ½ inch steel ball. Have the ball rest on the end of a lens post to serve as a kinematic mount for the ball so the ball can be repeatably removed and replaced in the same position as shown in Fig. 5. Remove the beamsplitter and move in an autostigmatic microscope (ASM) so it faces the source and focuses approximately on the center of the ball. Remove the ball from the post and align the ASM with the Bessel beam. Then center the ball to the ASM using the reflection from the center of the ball. The center of the ball is centered on the Bessel beam as shown in Fig. 6.
Fig. 5 Steel ball on a lens post viewed by an autostigmatic microscope focused at the ball center
Fig. 6 The ASM is first centered on the Bessel beam and then the ball centered with the ASM
(At this point you may say I am going about this backwards, but I am doing this to explain the process. Once I finish you will realize that the Bessel beam could have been aligned with the pinhole and detector first, but it is easier to explain this way. The method works either way. Stay with me.)
Now the center of the ball is located in 3 DOF where the crosshair on the detector should go. Take the ASM away from the ball and rotate it 180° so it is centered on the ball but facing the detector. Because the ball hasn’t moved, the ASM, when centered on the ball, is focused where the crosshair on the detector should go. Remove the ball and post and insert and align the detector crosshair as in Fig. 7.
Fig. 7 The ball is used to center the ASM so the ASM can center the detector
The same procedure is used to position the source pinhole. This takes less steps because the ASM is already looking toward the source. The ASM is centered on the Bessel beam at the axial location of the source pinhole as in Fig. 8. Now the pinhole is moved so that it is centered on the ASM crosshair. When the pinhole is illuminated it will be imaged on the detector in the correct location by the lens that is centered on the line between source and detector and is free of tilt relative to the line.
Fig. 8 The ASM is center on the Bessel beam at the axial location of the pinhole source
A Simplified Method of Alignment
This procedure seems a little complicated in that two microscopes are needed to detect both the position and tilt of the Bessel beam. A simpler method uses an additional beamsplitter and a couple plane mirrors to view the Bessel beam at two axial positions simultaneously with an ASM as in Fig. 8.
Fig. 8 Method of viewing the Bessel beam at two separate axial locations simultaneously
With this addition that views the Bessel beam at locations 2x apart, a single ASM is the only optical test instrument needed to do this alignment. The ASM is used to align the lens to the Bessel beam, and then subsequently used to align the detector and source via the use of ball data points.
Clearly this method can be extended to multiple lenses or fold mirrors to bend the beam in any desired direction. Once the first component is centered in the beam free of tilt and decenter, the Bessel beam is coaxial with itself before the first component was inserted so that the beam. This being the case, the Bessel beam is the reference axis for the next component.
Conclusion
While we have explained a simple method of tabletop alignment, we have not said anything about the practical issues of alignment. One of the first is why not just use a laser beam for alignment. The most important answer is safety. The Bessel beam diffracts light over a wide cone angle, so the energy density is low. The bright core of the Bessel beam is smaller in diameter than a laser beam by at least a factor of 10, more typically by a 100. The laser obeys the optics of real rays while the Bessel beam behaves as a paraxial ray and gives more information about how the beam propagates through the interaction zone than a laser.
On the hardware side, everything we have described using an ASM, in this case the Point Source Microscope (PSM), could be done with a classical alignment telescope (AT). The practical problem with an AT is size and weight. It is inconvenient to support an AT at a typical height above an optical table with the degrees of freedom needed to get its axis aligned with another axis. The length of the AT is another problem. The PSM with a right angle adapter occupies 5 to 6 times less space along the axis of the system being aligned. And, unless you have a very contemporary AT the likes of which I am not familiar, you must physically get to the eyepiece and focus adjustment knob. While you must physically move the PSM, all the imaging is done via the video camera so adjustments within the interaction zone can be viewed on a monitor for direct hand/eye coordination.
As a final note, you notice that the introductory picture of the tabletop experiment has a linear slide running down the middle of the table. There is no better method of easily aligning the axis of a mechanical slide to an optically defined axis than using a Bessel beam. End to end alignment to < 1 µm and 1 µradian is achievable.
I hope you find this alternative method of tabletop optical alignment useful and that it aids your productivity.
References
[1] Parks, R. E. and Kim, D., Physical ray tracing with Bessel beams,
[3] Cai. Y. and Lu, X., Propagation of Bessel and Bessel–Gaussian beams through an unapertured or apertured misaligned paraxial optical systems, Optics Communications, 274, 1-7 (2007)
The Point Source Microscope (PSM) and accessories including Axicon gratings are available from Optical Perspectives Group, LLC, info@opticalperspectives.com, 520 529 2950.
Appendix – Side bar – Generation of Bessel beams
The first person I know of who created a Bessel beam was van Heel who made a zone plate with 1 mm concentric circle spacings [4]. The central bright core he found useful for alignment, but he did not realize what he saw was a Bessel beam. Next, motivated by the same interest, alignment, came John McLeod who invented the Axicon[5] that was more efficient at making a beam with a bright core, but his invention was prior to Durnin, et al.[6] who formally discovered Bessel beams where they used an annulus illuminated with a plane wave and a lens to create the beam. Soon after Tururen, et. al. [7] showed you could duplicate van Heel but using photolithography to make a much finer pitched grating of concentric circles to produce Bessel beams. The next major step forward was work by Dong and Pu [8] who showed you don’t have to use a collimated beam to illuminate the Axicon or grating, but you can use a spherical wavefront produced by a point source of light. In this case the Bessel beam starts immediately following the grating and if the grating is large enough, which doesn’t have to be very large, theoretically extends to infinity.
If you wonder how the binary grating of concentric circles creates a Bessel beam think of a diameter of the pattern. It is a linear grating and diffracts collimated light by an angle of +/- λ/d where d is the line pair spacing. The gratings I use have a pitch of 20 µm/line pair giving a diffraction angle of +/- 0.03175 radians for light at 635 nm, or an angle of 1.819°, a pitch that has proved useful enough that I have not had reason to try another.
Now if the +1 order light on one side of the pattern on the diameter interferes with the -1 order light on the other side, the interference takes place about the center of the pattern. If the diameter is rotated through an arc of 180° you create a line of maxima along the normal to the center of the grating pattern. The Bessel beam is sets of conical wavefronts producing a maxima at what would be the star on a Christmas tree. In a real sense, a Bessel beam is not a beam at all but a line of finite length of interference maxima perpendicular to the center of pattern of concentric circles.
If the grating is illuminated by a spherical wavefront produced by a point source of light, the Bessel beam starts immediately following the grating and can in theory go to infinity because for a certain zone in the grating the 1st order diffracted ray is perpendicular to the grating. I prefer this kind of illumination because it is simple to implement, and the beam is continuous starting at the grating. The central core of the Bessel beam does expand slowly as propagates away from the grating, but if you are using a centroiding algorithm to center on the beam this divergence does not affect the sensitivity to the centroid.
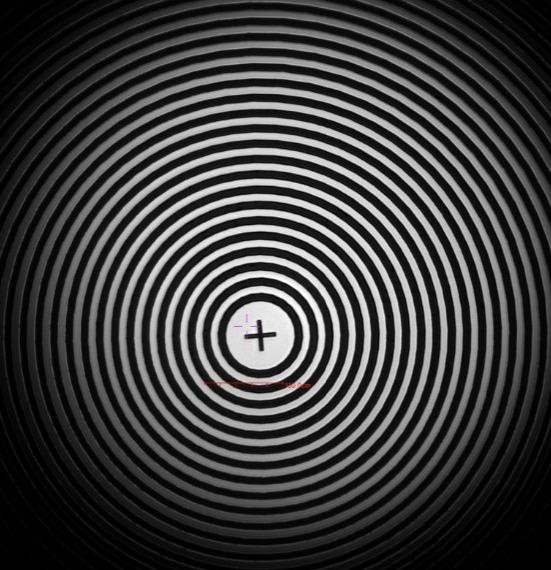
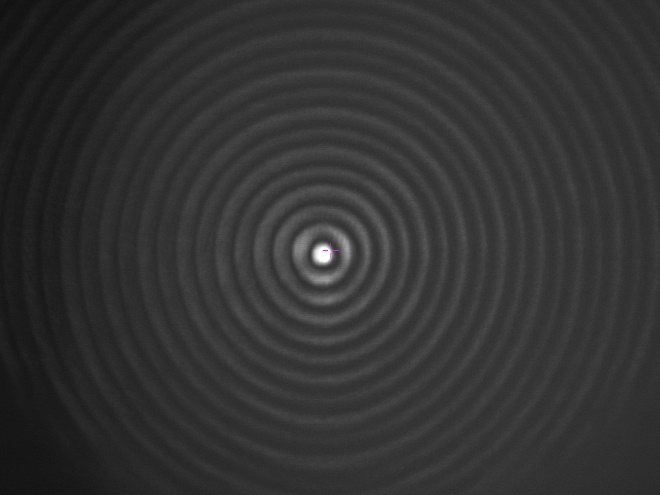
To finish up, here is a microphotograph of the central part of an Axicon grating with 50 lp/mm made by ebeam lithography by Arizona Optical Metrology and the resulting intensity pattern perpendicular to the Bessel beam propagation axis. For scale the FWHM of the core is about 10 µm in diameter.
Further references:
[4] van Heel, A.C.S., “High Precision Measurements with Simple Equipment”, JOSA, 40, 809 (1950).
[5] McLeod, J. H., “The Axicon: A New Type of Optical Element”, JOSA, 44, 592-7 (1954).
[6] Durnin, J., “Exact solutions for nondiffracting beams. I. The scalar theory”, JOSA-A, 4, 651-4 (1987).
[7] Turunen, J., Vasara, A. and Friberg, A., “Holographic generation of diffraction-free beams”, Appl. Opts., 27, 3959 (1988).
[8] Dong, M and Pu, J., “On-axis irradiance distribution of axicons illuminated by a spherical wave”, Optics & Laser Tech.,39, 1258 (2007).
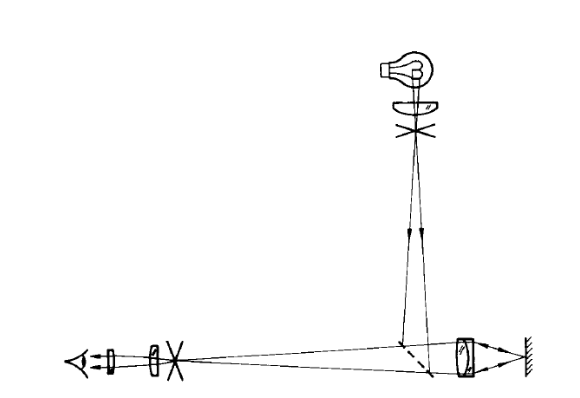
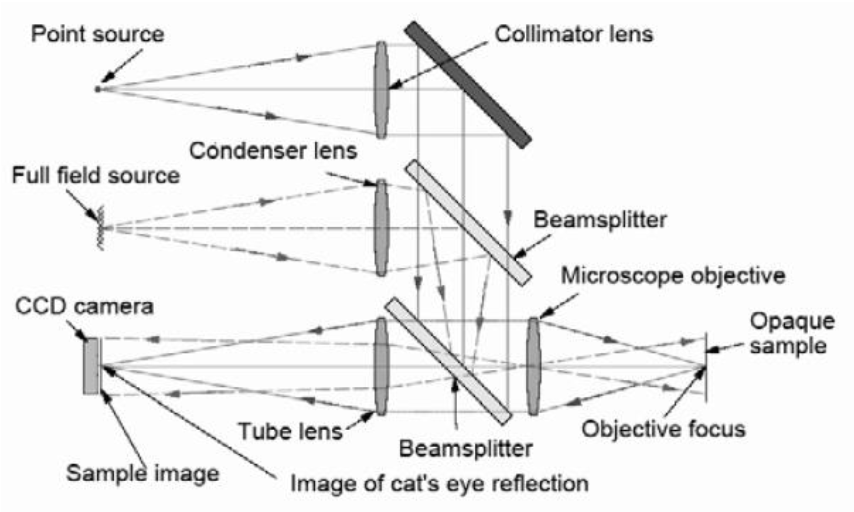
When most people think of a microscope it is one that works in transmission with the light source on one side of the sample and the microscope objective and eyepiece on the other. An autostigmatic microscope (ASM) works in reflection, just like an autocollimator, so the light source is in the microscope body, and is almost always introduced via a beamsplitter close to the objective but between objective and eyepiece as shown in Fig.1.
Fig. 1 An autostigmatic microscope (from Steel[1])
An ordinary reflecting microscope such as one used to examine opaque samples uses an extended light source that is imaged on the entrance pupil of the objective so that the light is made to uniformly flood the sample over the microscope field of view. An autostigmatic microscope is different in this respect in that a crosshair or pinhole source of light is placed conjugate, via the beamsplitter, to the eyepiece object plane. This means that an image of the crosshair or pinhole will be in focus at the focus of the microscope objective. In some very simple cases, the coiled filament of the light bulb making up the source is conjugate to the eyepiece object place so that when the microscope is focused on a surface the filament is in good focus viewed through the eyepiece.
This rather long description of an ASM is necessary because there are almost no literature references to them yet they are a staple in almost every optics shop for use in measuring test plate, or lens surface, radii of curvature. The only literature reference I have found is a paper1 by W. H. Steel titled “The Autostigmatic Microscope”, although he cites a reference to C. V. Drysdale2 in 1900, “ON A SIMPLE DIRECT METHOD OF DETERMINING THE CURVATURES OF SMALL LENSES”. Drysdale started the Technical Optics Department at Northampton Institute in that same year, so it is clear ASMs have been around for over a century.
Going back to Steel, his paper describing an ASM was probably written for the same reason as this paper, his audience had very little idea what an ASM was and what it was used for. His audience happened to be optometrists because he was working at CSIRO, the Australian version of the US NIST, on a job to measure the radii of curvature of contact lenses back in 1983. In the abstract to the paper he stated “The autostigmatic microscope is an instrument for measuring the line-of-sight distance to areflecting surface and is used chiefly to measure the radii of lens surfaces.”, and goes on to say the ASM is an analog of an autocollimator that focuses at a finite distance rather than infinity.
The one other place I have seen mention of an ASM is in Warren Smith’s book, “Modern Optical Engineering” toward the very end where he calls it an autocollimating microscope3 and ascribes to it the same use as Steel. The implication in Malacara’s Optical Shop Testing4 is that one would obviously use an ASM in many cases of testing but ASMs are never mentioned explicitly.
How the ASM works
Before going further we should explain how the ASM works in the two modes used to measure radii. The principles are most easily explained by considering the light source as a pinhole conjugate with the object plane of the eyepiece. In this case, an image of the pinhole will appear at the objective focus and be smaller than the pinhole source by the magnification of the objective. If the pinhole source was 50 μm in diameter, it would appear as 5 μm in diameter at the focus of a 10x objective. Also note, as in Fig. 1, microscopes in the time frame of Steel’s paper used finite conjugate objectives so the objective was the only optical element with power in the microscope. This is a perfect example of a stigmatic optical system, one that images a point of light in the object plane into a perfect point in the image plane.5
If the ASM was focused on a specular surface as in Fig. 2, the light coming from the top part of the objective would reflect off the surface and re-enter the objective at the bottom, and vice versa. This is the so called Cat’s eye, or retroreflection, focus. Notice that the surface does not have to be normal to the optical axis of the objective, the reflected light will always return to the pinhole source on the other side of the meridional plane from which it started out. The reflecting surface can be tilted from normal until none of the reflected light makes its way back into the objective, but whatever light does make it into the objective will always focus on the source pinhole.
Fig. 2 Cat’s eye reflection with surface normal to optical axis of objective (left) and with surface tilted (right)
As a consequence of this retroreflection behavior, the reflected light passing through the beamsplitter to the eyepiece will always focus in the same place laterally in the eyepiece object plane, and this place is exactly conjugate to the pinhole light source. If the objective is not in good focus on the surface the reflected spot will be out of focus but always centered in the same location independent of the tilt of the surface. At best focus the image in the eyepiece object plane will be exactly the same size as the pinhole in the source. Notice that this is the same type of behavior as putting a cube corner reflector in front of an autocollimator, the reflected light spot is stationary even when the cube corner is no longer square with the axis of the autocollimator.
The other location where reflected light returns to the ASM is if the focus of the objective is at the center of curvature of a spherical surface as in Fig. 3a where the objective is focused on the center of the ball, here used as a convex mirror. Light rays exiting the objective follow normals to the surface of the spherical ball, and light is reflected back along the normals into the objective. If, however, the focus of the objective is slightly to the side of the center of curvature as in Fig. 3b, the return light will focus on the opposite side of the center of curvature. This makes the ASM very sensitive to alignment with the center of curvature of a spherical surface. Obviously, just as in the case of the Cat’s eye reflection the return spot of light will be out of focus if the objective focus is not coincident with the center of curvature along the line of sight to the surface.
Fig. 3 Objective focused at the center (of curvature) of a ball, or convex mirror (a), focused near the center of curvature of a concave sphere (b) and focused precisely at the center of curvature (c)
With this background it is now easy to see how an ASM can be used to measure the radius of curvature of a lens or mirror surface. First focus the ASM on the surface near its center and the Cat’s eye reflection will appear in good focus when the ASM is precisely focused on the surface. Adjust the cross hairs or other reference in the eyepiece on the return spot as this reflected image is at the conjugate of the light source, and on the optical axis of the ASM.
Then move the ASM to focus at the center of curvature of the surface by aiming the ASM roughly at the center of the surface and moving in 3 degrees of translation until the return reflected spot lies centered on the eyepiece crosshairs or reference. The ASM is now precisely located at the center of curvature in 3 degrees of freedom. Note the position of the ASM base on a rule or straightedge lying between the ASM and surface. Move the ASM along the straightedge until the Cat’s eye reflection is again in focus and note the scale reading. The difference in the 2 readings as shown in Fig. 4 is the radius of curvature of the surface. Note that by moving along a straightedge from a position where the ASM was centered at the center of curvature means that the ASM is moving along a normal to the sphere and a true reading of the radius of curvature will be achieved.
Fig. 4 Use of an ASM to measure the radius of curvature of a concave mirror
Notice also that this method works equally well for convex surfaces as long as the objective has a long enough working distance to accommodate the radius of the surface. Another issue to keep in mind is that the laws of physics still apply to radius measurement. If the surface being measured has a small diameter relative to its radius of curvature there will be difficulty finding best focus due to the slow f/# of the light cone. On the Cat’s eye side, a higher magnification objective permits greater sensitivity to focus but at the center of curvature may throw away too much light beyond the edge of the surface. In general, use a low magnification objective like 5x for slow surfaces and a 10 or 20x objective for fast surfaces.
My introduction to autostigmatic microscopes
My first job after getting out of school with a MA in Physics and no formal optics education was at Eastman Kodak Company. Virtually the first thing they had me do was measuring the radius of curvature of test plates, the master surfaces against which lens surfaces would be checked using Newton ring interference. The measurement was done with an ASM whose make I forget but it could have been one from Gaertner Scientific6, a company that still sells all the parts needed to make an ASM. Another project at Kodak got me into issues of aligning one optic to another but the idea of using an ASM as an alignment device did not click in my mind.
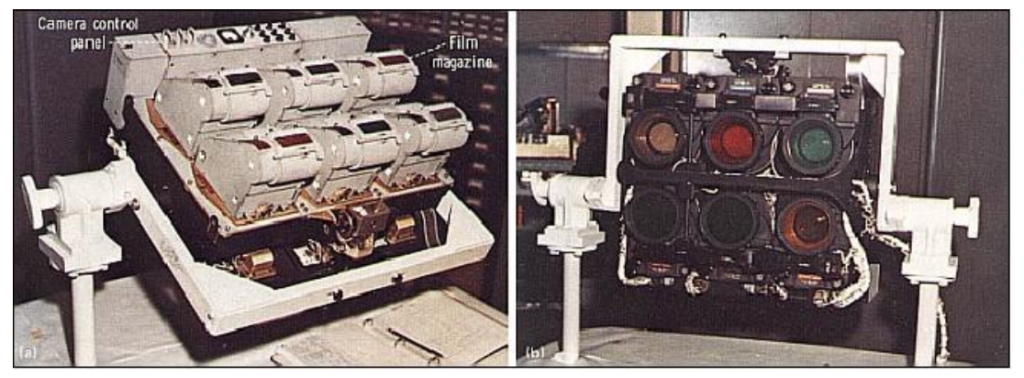
From Kodak I went to Itek Corporation (now a part of Goodrich) in Lexington, MA. One of my jobs there was to adjust the 6 cameras in the S-190 survey instrument7, flown on Skylab in the summer of 1973, for matched distortion and magnification. Each camera operated in a different spectral band and the idea was to be able to overlay the 70 mm format negatives from the different cameras and have details in the film match up to +/- 1 μm. This meant each nominally 150 mm focal length camera had to beadjusted to have nearly identical field heights at the edges of the field even though some of the spectral bands were outside the visible spectrum into the IR.
Fig. 5 S-190A Multispectral Photographic Camera System
We used a nodal slide lens bench to do the measurement and projected a collimated beam of white light from a pinhole source into each of the cameras. The point images in the camera focal planes were detected with a microscope that had a quad cell photo detector in the eyepiece object plane. There was a beamsplitter so that the images could be viewed either visually or electronically. The visual image allowed us to get things aligned initially but the data were taken for all 6 cameras using the electronic quad cell so all the distortion and magnification data were all treated the same. This use of a microscope with an electronic detector put another piece of the ultimate ASM design in the back of my mind.
From Itek I went on to work at Frank Cooke, Inc. in central Massachusetts and learned how optics were really made instead of just testing them. One of the items made there was a hyper-hemispherical glass dome about 180 mm in diameter and 6 mm thick. There was a reasonably tight spec on the concentricity of the inner and outer surfaces of the dome, that is, the centers of curvature of the 2 surfaces were supposed to be within 50 μm of each other in all 3 degrees of freedom.
The person in charge of testing at Cooke’s was Raymond Boyd who had formerly worked for American Optical in Southbridge, MA. To test for concentricity, Ray effectively made an ASM by inserting a piece of optical fiber in a filar eyepiece much as in Fig. 6.
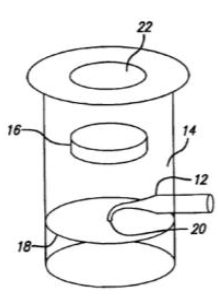
Fig. 6 Illustration from US Patent 6,924,897 showing an eyepiece with a fiber point light source. 12 is the fiber preform, 20 the drawn out tip, 18 the eyepiece focal plane and 16 the eyepiece lens
Ray had worked with Elias Snitzer, one of the early inventors of fiber optics at American Optical, and had access to fiber optic pre-forms that were about 3 mm in diameter. Ray would use an alcohol flame to draw the preform out into a small diameter fiber and bend the tip 90 degrees to make a rudimentary point source. He used a microscope illuminator focused on the large end of the preform as the light source. When the fiber tip was at the centers of curvature of the dome, point images were returned from both surfaces and the distance separating them could easily be measured with the filar scale in the eyepiece focal plane.
This simple optical device could do in minutes what would otherwise be a complex mechanical metrology problem requiring a good rotary bearing and several contact measurements along with some math to determine the same knowledge of the concentricity of the surfaces. We used similar fibers to test such things as fast elliptical reflectors as described in a brief paper8 I wrote after moving on to run the Optics Shop at the Optical Sciences Center at the University of Arizona.
While at Optical Sciences I found that EG&G was making an eyepiece for a radiometric instrument they sold that was almost identical to the one Ray Boyd had used at Cooke’s. EG&G used the eyepiece backwards to how we intended to use it; the tip of the fiber picked up light coming toward the eyepiece from the sample being viewed and a fiber bundle took that light to a sensitive photometer to record its value. We illuminated the end of the fiber bundle with a bright source and let the light exit the tip in the eyepiece headed out of the microscope through the objective. When the objective was focused on a specular surface the light from the fiber came back in retroreflection directly on the fiber tip in the eyepiece. This was a great, commercially available, solution to making a point source eyepiece for an ASM. Unfortunately, not many years later EG&G stopped making these eyepieces.
About this time I left the University to start a consulting company called Optical Perspectives Group, LLC along with a colleague, William P. (Bill) Kuhn. One day we got call from a local company that had designed a complex lens for a laser writer system they were making. The system had 6 lenses, some of which were rectangularly edged toroids, and a spherical mirror, all of whose centers of curvature were supposed to lie on a straight line. Our job was to come up with a method of aligning the lenses and mirror so this was the case.
We immediately recognized this was a perfect job for an ASM which we put together with Thorlabs parts and an analog CCD camera. The ASM was mounted in the chuck of a milling machine and the optical bench holding the lens elements was set on the mill table that we used as a large x-y-z stage. With this set up we were able to get to the centers of curvature of all the elements by cranking the mill table over the length of its travel. In the case of the toroidal lenses we would get back line images instead of a circular spots but the lines were just as easy to align as the spots.
Using this crude ASM and the mill we were able to align the lens system in about 4 hours and get better performance from the system than they had previously by another method that took about 2 weeks. The company was delighted, but the system needed to be assembled in a clean room environment and they could not put the mill in the clean room.
This was the beginning of the original Point Source Microscope (PSM), an ASM small and light enough to be held on the ram of a coordinate measuring machine (CMM) in place of the usual mechanical touch probe. Many advances in technology had been made over the years since the ASM put together at Cooke’s. There were affordable CCD cameras and single mode fiber light sources in the visible. Also, microscope design had changed from a finite conjugate to infinite conjugate version where the lightbetween the objective and “tube lens” was collimated. The reason for this change was that it made customizing microscopes much easier since the distance between the eyepiece and objective did not have to stay fixed. It also meant that in reflecting microscopes the beamsplitter that was necessary to introduce the light from the source no longer introduced aberrations into the converging beam of light in finite conjugate microscopes.
The initial major problem with the new PSM was there was no easy way to mark where the Cat’s eye reflection returned on the detector. Our initial solution was to place a Magic Marker dot on the analog monitor faceplate. This worked but was neither elegant nor precise. We then realized that a Shack cube, such as used in a Shack cube interferometer9, would be just what was needed to produce a reference spot of light to be the indication of where to bring the light to focus from the center of curvature of the surface we were trying to align. Fig. 7, taken from US Patent 6,924,897, shows the original PSM layout and the Shack cube (#30).
Fig. 7 Layout of the original Point Source Microscope
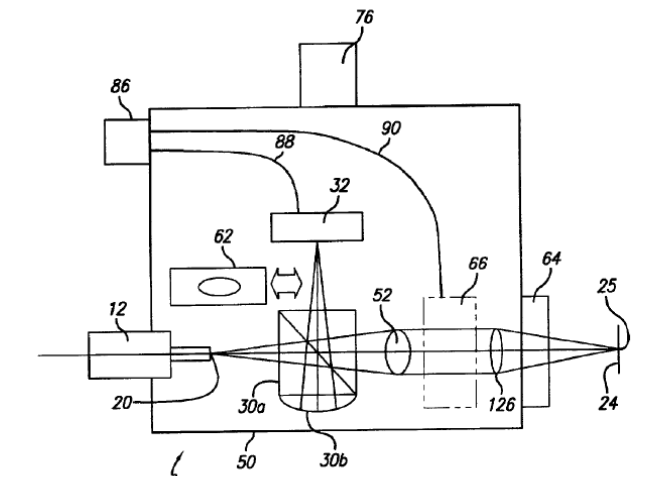
The Shack cube is a cube beamsplitter with plano-convex lens cemented to one side so that its center of curvature is conjugate to the tip of a single mode optical fiber (20) and the analog CCD camera. The objective is #126 and the tube lens is #52 with collimated space in between. While this design worked very well for our customer, we realized almost immediately that this was not a very smart design; once the return spot was centered behind the reference spot there was no way to center any better. This limited our centering ability to about 5 μm. At the same time useful technology was moving forward at a fast pace.
Bill looked at a combination of the short comings of this original design and advances in technology to come up with what is now sold as the PSM, and is shown schematically in Fig. 8. There are many improvements on the original but the one to address the major flaw of the first was to use a digital CCD camera coupled with National Instruments LabView software that could centroid on the return spot of light. This meant that when the Cat’s eye spot was first obtained in good focus the software could place an electronic crosshair on the video display to define the lateral zero position on the display to a fraction of a μm. Other return spots could then be located relative to the crosshair to the same precision.
Fig. 8 A schematic diagram of the optical paths within the PSM
Going back to Fig. 8, other new features included an internal LED light source and diffuser to provide Kohler illumination for full field imaging so the PSM could be used as an ordinary video microscope as well as an autostigmatic one for alignment purposes. Where the original PSM had an external fiber source the new one has a single mode fiber pigtailed to a red laser diode. The two light sources are adjusted so the autostigmatic focus is parfocal with the full field image plane. Another feature of the laser diode light source is that it has a bright and dim mode. In the bright mode the light is bright enough to be seen under ambient lighting so that it is easy to find the return reflected light spots. However, this intensity is sufficient to saturate the camera in most cases so the dim mode is used for the electronic centroiding.
A further feature is the use of infinite conjugate optics so that when the objective is removed from the PSM it becomes an autocollimator. Thus the PSM is 3 distinct instruments in one, a video imaging microscope, an ASM and an autocollimator with an exceptionally large angular capture range.
Using the PSM for alignment
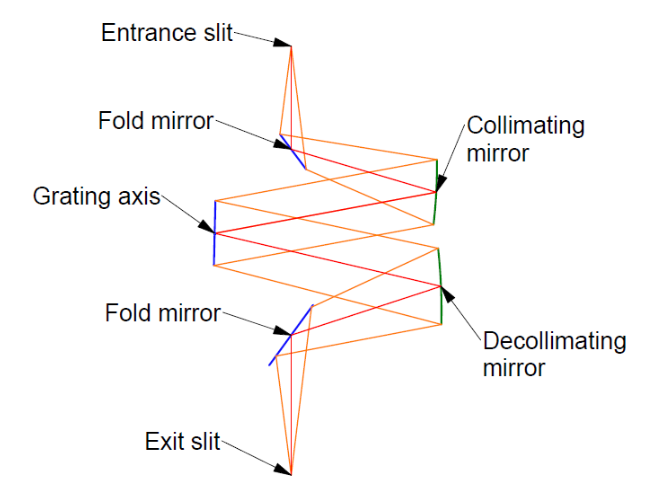
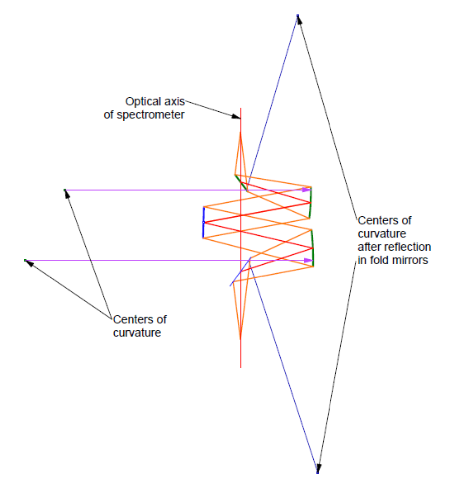
Now that the development of the PSM and the use of it to measure radii of curvature have been described, we will describe a simple but non-trivial alignment situation. Assume we want to align the optics in a 2 mirror grating spectrometer that, when aligned, looks like Fig. 9. We will assume that the 2 slits and the axis of the grating are fixed by the mechanics of the lens bench on which the optics are mounted. From a combination of the mechanical and optical drawings of the instrument we know where the centers of curvatures of the collimating mirrors should be relative to the slits and grating axis before the optical path is folded to the slits. Further, the 2 fold mirrors should be set so that light focused at the entrance slit exits in focus at the exit slit. Also assume that all 4 mirrors that will be aligned are held in mounts with 3 adjustment screws so they may be tilted in 2 directions and displaced axially in the direction of the screws by turning all 3 simultaneously.
Fig. 9 A two mirror grating spectrometer in its final configuration
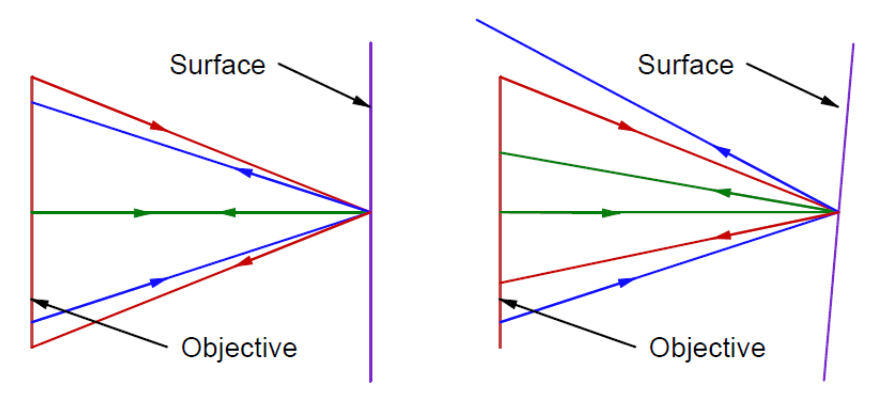
Fig. 10 shows where the centers of curvature of the collimating mirrors are (violet) and where they are reflected in the fold mirrors (blue) when the fold mirrors are properly aligned.
Fig. 10 The center of curvature locations of the collimating mirrors directly and as folded
To perform the alignment the optical bench on which the mirrors and grating are mounted are temporarily mechanically pinned to an alignment fixture plate into which holes have been bored at the center of curvature and slit locations. Into these holes a post is placed on the top of which is a spherical steel ball. An example of this type fixture is shown in Fig. 11 where the posts are lens mount posts and the balls sit kinematically located in the conical chamfer in the posts. A collar on the post keeps the distance above the fixture constant.
In Fig. 11 the PSM is focused on the center of a steel ball located where the center of curvature of the relay mirror in the black optical bench should be located relative to the bench as defined by the aluminum plate fixture and the pinning of the bench to the alignment plate. This approach permits the alignment to tolerances that are as good as the balls can be located mechanically.
Fig. 11 The PSM focused on the center of a steel ball sitting on the post located in the bored hole in the aluminum alignment plate.
In the case of the spectrometer the same approach is used. First a post and ball are placed at the center of curvature of the collimating mirror. The PSM on a 3 axis stage is placed facing the mirror and adjusted until the objective focus is at the center of the ball in all 3 degrees of translational freedom. Half inch diameter, Grade 5 steel balls are excellent convex mirrors. The ball is removed from the post so the light from the objective illuminates the mirror and is refocused near the objective focus. The 3 screws on the mirror are used to bring the center of curvature of the mirror to the precise focus of the objective in all 3 degrees of freedom. This is why 3 adjustment screws are needed on the mirror so that the mirror can be adjusted not only in 2 angles but axial translation to get best focus as well.
This step is repeated for the decollimating mirror. The post is moved to that hole in the plate, the PSM is moved over and focused on the center of the ball, the ball is removed, and the mirror adjusted with the 3 screws. Note how the PSM is used to place an optical conjugate that cannot be touched physically in proper relationship to a feature that is mechanical and can be touch probed mechanically. The PSM is a transfer device from an ethereal optical conjugate to a rigid mechanical datum, or vice versa.
Now the fold mirrors can be adjusted by using holes located where the centers of curvature should appear as reflected in the correctly adjusted fold mirrors. In Fig. 11 there are a set of 4 holes toward the front edge of the alignment plate. The hole nearest the edge of the plate is where the center of curvature of the relay mirror is after the fold mirror is installed in the black optical bench. The idea is the same for the spectrometer. The PSM is set up facing the fold mirror and centered on the ball. The fold mirror is then adjusted in 3 degrees of freedom until the center of curvature is centered on the PSM focus. Notice that it takes 3 adjustments on the plane fold mirror to accomplish this alignment.
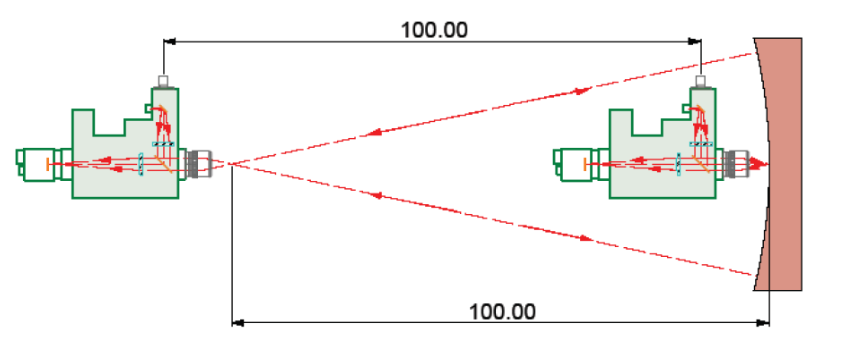
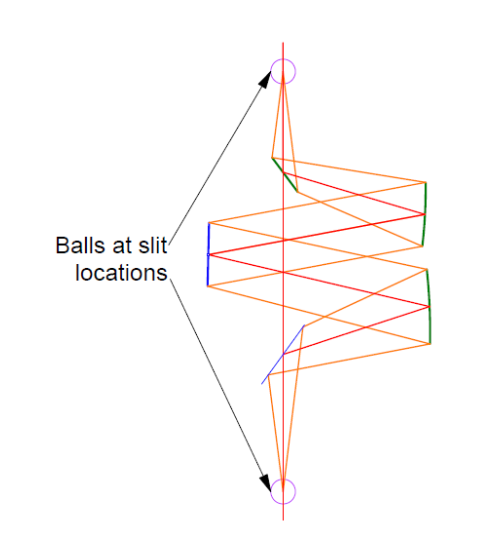
Once both fold mirrors are adjusted a post and ball can be placed where the exit slit is to go, and the PSM aligned to a ball at the entrance slit as in Fig. 12. Only if the grating is adjusted so the double pass reflection of the entrance slit lies on the exit slit will light return to the PSM focus. This 0 order reflection from the grating establishes the zero angle setting on the grating rotation axis and allows a correction for any tilt in the orthogonal direction.
Another aspect of this final alignment is that the return spot to the PSM will not be a perfect spot but will be aberrated due to the optical design of the spectrometer. But the aberrated spot should be of a size and shape consistent with the design of the spectrometer. If it is not the expected spot it is clear something is wrong with one or more of the optics. Actually, at each previous step in the alignment a serious figure error in any of the optics will be noticed. The PSM has the ability to sense asymmetry in the image down to a level of 1/8th to 1/10th wave. If there are figure errors of these magnitudes, they will be apparent in the “Star test” image10, 11,12 as each of the optics is aligned. This means that errors in assembly can be caught before the entire system is put together, and before having to figure out which element is to blame for the lack of system performance.
Fig. 12 Check of the grating zero angle by double passing the spectrometer off a ball at the exit slit
Conclusion
We have explained what an autostigmatic microscope is, and how it can be used for measuring optical surface radii. I have also described how a modern version of an ASM was developed over a number of years as my familiarity with its use expanded and as technological advances were made in many useful components that became part of the final Point Source Microscope. Finally we showed an application of using the PSM for alignment of optical components and showed how an ASM acts as a transfer device from ethereal optical conjugates to fixed mechanical references.
References
1 Steel, W. H., “The Autostigmatic Microscope”, Optics and Lasers in Engineering, 4, 217-27, (1983).
2 Drysdale, C. V., “ON A SIMPLE DIRECT METHOD OF DETERMINING THE CURVATURES OF SMALL LENSES”, Transactions of the Optical Society of London, pp. 1-12, 1900.
3 Smith, W. J., Modern Optical Engineering, 3rd ed., McGraw-Hill, New York, (2000), p. 584.
A user of a PSM mentioned that it was too bad that data of spot positions could not be logged in the PSM Align software. This is true, data cannot be logged in the PSM Align software, but there is a version of the software designed for use with the centering station, LCS-PSM Align, that does log data. We do not send this version of the software out with the PSM alone because we figure it is not needed, at least initially, and it just adds more to the time to get familiar with the PSM.
On the other hand…
If you have a need to log data versus time as in a drift test to monitor changes with temperature or other environmental factors, we will gladly send you to a link where you may download the LCS-PSM software. Another place where this software is useful is if you have an application where a device is moved at a constant velocity, you can log spot position data versus a time base on the assumption that equal time intervals are proportional to scan distances. The advantage is that there is no need for a software connection between the LCS-PSM software and the scanning software or actuation device. This means you can set up a scanning situation without getting a software engineer involved to connect two sets of software.
Anyone desiring a link to the LCS-PSM software should email info@optiper.com and we will send you a link to the Installer and instructions for installing the software. You do not lose any of the PSM functionality and can still use the PSM standalone software.
For a very short video showing the spot motion and logging see below:
Traditionally a rotary table is used for optical centering because the table creates an axis as a reference. Previously, we showed that a Bessel beam also creates an axis useful for centering. The Bessel beam axis and a center of curvature of a surface makes it possible to center an optic simultaneously in tilt and decenter. We also showed that simultaneously sampling two arbitrary points along the Bessel beam also permits full adjustment of tilt and decenter of a powered optic. This makes centering possible without either a rotary table or a precision linear stage. In most common instances, however, sampling the beam at two points is unnecessary because of the inability to correct for both tilt and decenter. We discuss an alternative, simpler method using a Bessel beam.
1. INTRODUCTION
Traditionally a rotary table is used for optical centering. When a reflection from a center of curvature is stationary as the table rotates, the center of curvature lies on the rotary table axis. When both centers of curvature of a powered element are stationary as the table rotates, the element is free of both tilt and decenter. To measure this lack of motion requires a precision rotary table and a linear stage to move between the centers of curvature. The actual centering is slow and tedious because you must sample first one and then the other center of curvature, iteratively, to remove tilt at one conjugate and decenter at the other while keeping track of the azimuth of the rotary table so you move efficiently in the proper direction toward sufficiently small motion at both centers of curvature. The process is further complicated because the tilt correction affects the decenter and vice versa. In many cases you have to overshoot the apparent correction at one conjugate to move to centering the other. Needless to say the process begs for simplification.
Previously we showed that using a Bessel beam1 as reference axis would eliminate the need for a rotary table for centering2. This means simple x-y motions of the element being centered are guided by reflected spot movements on a video screen. This directly couples alignment motions of the element in a particular direction with visual feedback from a video screen showing complementary motions in the same azimuthal direction making for efficient and intuitive hand/eye coordination. By sensing the position of the Bessel beam and a reflection from the center of curvature of the element in the same plane, the optical axis of the element is defined by a point and two angles. Overlapping the two spots on the axis of previously aligned crosshairs guarantees the optical axis of the element lies on the Bessel beam reference axis. Using this method, a powered optical element can be fully centered in tilt and decenter quickly and without iteration.
However, the method is not entirely free of error. If the initial element in an assembly is not perfectly aligned in tilt and decenter the Bessel beam transmitted through the element will no longer be perfectly aligned with the reference Bessel beam before the first element was installed. This will lead to small errors in the centering of subsequent elements. This is not to say that equivalent errors also occur using a rotary table, but for best practice the method should eliminate or minimize these errors. Another short coming of this method is that for elements with centers of curvature close to the element, the sensor must be close to the element and that interferes with access to the element for centering, cementing and cleaning. What would be ideal would be a method where the sensor was positioned relatively far from the element being centered.
In an attempt to overcome these deficiencies we first came up with a method that uses the benefits already described, but uses them in a way so that the sensor is a sizable distance from the elements being centered. Further, the sensor is fixed at that distance for the entire centering process of one or more elements. In this method3, an optical trombone is placed between the lens being centered and the sensor so the Bessel beam can be sampled at two axially separated points. By sampling the beam at two separated points the displacement as well as the angle of the beam are determined giving enough information to completely center a lens both in tilt and decenter.
The method worked well and just as expected, but as we used the method to center lenses we realized the approach was overkill in the sense that in most cases of centering there is no means of adjusting the lens in both tilt and decenter. This new method gave more information than was useful in practice.
The other feature of the method was that in sampling just one point along the Bessel beam the method was quite sensitive to errors in centration. Because the sensor could be placed relatively far from the lens being centered there was a substantial optical lever arm that made the method sensitive. Thus for practical reasons, and the idea that simpler is better, we decided not to use the optical trombone, but to use a single point of reference on the Bessel beam to determine best centering.
In this paper we describe why a majority of lenses can only be centered in either tilt or decenter. Certainly there are very high quality lenses where there are sufficient adjustments to achieve centering in both degrees of freedom, but we limit our present discussion to the majority of lenses in consumer products where a lens can only be centered in one degree of freedom.
We show the theory of centering in one or the other degrees of freedom in terms of their sensitivity to centering errors in terms of first order optical lens parameters. Then we show the calculated sensitivities match those predicted by the theory.
2. PRACTICAL CONSTRAINTS TO CENTERING
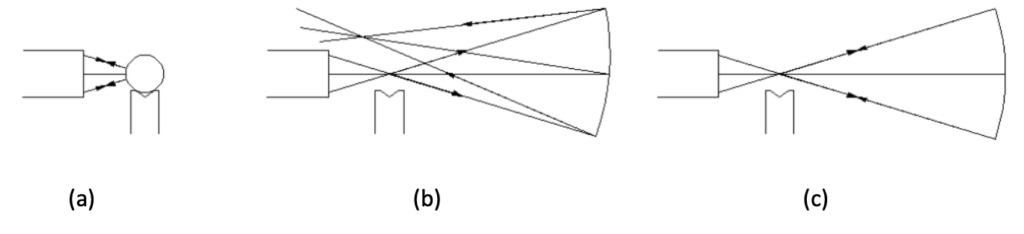
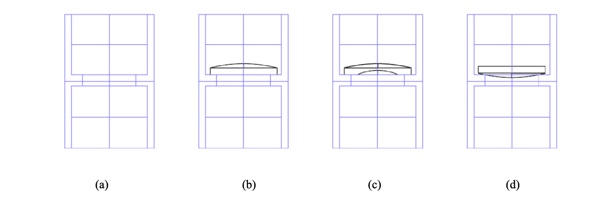
Most lens cells have a seat and a bore nominally centered on the axis of the cell as shown in Fig. 1a. Also, most assembly takes place using gravity to hold the lens down to the seat. This is why we do not consider the case where the seat is above the lens. In Fig. 1b we show a plano-convex lens sitting on the seat. This lens can always be perfectly centered to the cell by sliding the lens on the seat independent of how well the lens optical axis is concentric with its edge (up to the point that the periphery of the lens hits the side of the cell).
Fig. 1 A typical lens cell with seat and bore (a), a plano-convex lens sitting on the plane seat (b), a meniscus lens with an edged flat sitting on a plane seat (c) and a spherical surface sitting on the bore in the seat (d)
On the other hand it is clearly impossible to tilt this lens provided the seat is perpendicular to the axis of the cell. In Fig. 1c we have much the same situation, but here the flat on the lens resting on the seat was added by edging and an error in tilt could be introduced during edging. As with case 1b, the lens can only be adjusted by translation but how well it can be centered depends on how well the flat on the lens is perpendicular to the axis of the lens. The difference in cases 1b and 1c, relative to centering, are that edging tolerances matter in the case of 1c but can be loose for 1b up to the point of mechanical interference with the cell.
In Fig. 1d, the lens, whether it is plano- or bi-convex, can be centered perfectly by tilting alone as long as the bore in the seat is perfectly centered to the cell. If the bore is centered and the seat perpendicular to the cell axis, the lens rotates about the center of curvature of the surface resting on the seat. That means the center of curvature necessarily lies on the axis of the cell. As the lens is rotated about the center of curvature of the surface on the seat, the center of curvature of the opposite face can always be brought onto the axis of the seat, again as long as the edge of the lens does not hit the cell wall.
A ray of light coming from under the lens and centered on the cell axis will not be deviated by the lower surface because it hits the surface at normal incidence. When the lens is rotated in the seat until the center of curvature of the upper surface also lies on the axis of the cell, the ray strikes the upper surface at normal incidence and is undeviated. Again, edging tolerances can be loose as long as there is clearance to center the lens by tilting about the bore in the seat. In this scheme the tight tolerances are placed on the cell and getting it well aligned to the centering fixture.
3. SENSITIVITIES TO ALIGNMENT
3.1 Plano surface on the seat
Assume that the cell is made perfectly and is aligned perfectly to a centering fixture such that the cell mechanical axis is coincident with a Bessel beam projected from under the lens. Light from infinity parallel to the cell axis would come to focus at the back focus of the lens in Fig. 1b. If the lens is centered on the Bessel beam the beam will also pass through the back focus4. If the lens is slid a distance, d, to the right, the back focus will move d to the right and the Bessel beam will deviate so that it also passes through the shifted back focus. This means the deviation of the Bessel beam is just
α = d/efl, (1
where efl is the effective focal length of the lens.
With a collimated beam of light this shift of the back focus can only be sensed in the plane of the back focus. With a Bessel beam, the position of the beam can be sensed at almost any distance from the lens except in the vicinity of the back focus because there the beam expands to an annulus. If the lens has an efl of 10 mm but the viewing microscope is 100 mm from the lens, a 1 μm decenter of the lens will be seen as a 10 μm motion of the spot in the microscope. The angular deviation of the Bessel beam behaves as d/efl for any power of lens, positive or negative, the only difference being which way the Bessel beam moves relative to the lens axis.
3.2 Spherical surface on the seat
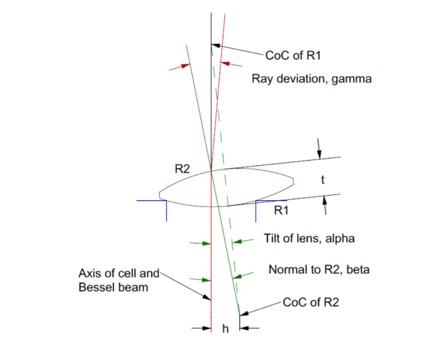
If a spherical surface sits on the seat as is the case in Fig. 1d the only means of centering the lens is to rotate it about the center of curvature of the surface on the seat. Calculating the deviation of the beam is a bit more complicated than in the case of decenter. Consider Fig. 2 with a bi-convex element tilted by an angle α. The center of curvature of R2 then lies a distance
h = (R1 – R2 – t)sin(α) (2
from the axis of the cell. This means the normal, β, to R2 is h/R2 and after refraction at R2 the deviation of the beam deviation is
γ = [(n – 1)(R1 – R2 – t)sin(α)]/R2(3
Equation (3) says the deviation is directly proportional to the lens tilt, α, and to a term related to the shape factor of the lens in the sense that as long as [(n – 1)(R1 – R2 + t)/R2] remains constant, the deviation is independent of the lens focal length.
Fig. 2 The ray deviation of a tilted lens with a convex surface on a centered seat
For example, as the surfaces become more concentric, the angular deviation goes to zero. For a plano convex lens as in Fig. 1d, the deviation is α/2 independent of the efl while for an equi-convex lens the deviation approximately α independent of the efl. Just as in the case of decenter, the deviation may be measured at almost any distance from the lens except in the vicinity of the back focus so that there is good sensitivity to the deviation of the Bessel beam.
There are practical limitations to how far the sensor can be from the lens. As the sensor is backed away from the lens the Bessel beam becomes less intense and the sensor views a larger area of scattered light so there is a decrease in signal to noise at large distances. However, the use of the Bessel beam makes possible a situation that is impossible with conventional imaging, the ability to view the propagation of a single ray at almost any axial distance. This is what makes the use of the Bessel beam so powerful and lets you move the sensor well above the cell so there is space near the cell to work and inspect the assembly.
4. EXPERIMENTAL VALIDATION OF CENTERING SENSITIVITIES
4.1 Case of decentration only
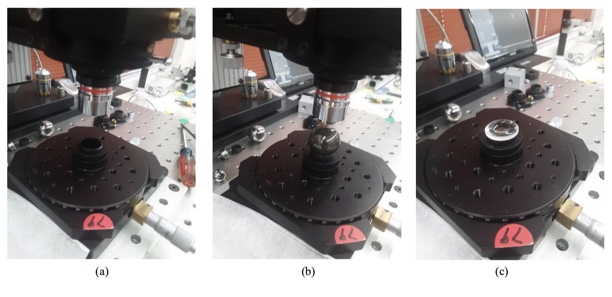
In order to test the simulation in Section 3 we used a catalog lens, nominally a 200 mm efl plano-convex lens. The seat for the lens, shown in Fig 3a, was on an x-y stage so we could center the seat to a Bessel beam projected from under the seat. In Fig. 3b we used a ball and a Point Source Microscope (PSM)5 focused at the center of the ball to center the seat to the Bessel beam. The first step to center the ball was to determine the height of the ball center with the ball on the seat and set the PSM to that height. Then the ball was removed and the PSM was translated perpendicularly to the Bessel beam coming up from under the seat so that the crosshairs in the PSM were centered on the Bessel beam. Then the ball was replaced and the x-y stage with the seat was moved to center the ball on the PSM crosshairs.
Fig. 3c shows the lens sitting on the seat convex side up and the microscope focused substantially about the lens. The first set of tests were made with the plano side on the seat as in Fig. 3c so the angular deviation of the beam should be strictly proportional to the lens efl.
Fig. 3 The lens seat (a), the lens seat being centered using a ball (b) and the plano side of the lens on the seat (c)
The first measurement was made with the PSM focused on the vertex of the convex surface with the lens closely centered with respect to the Bessel beam. The second measurement was made after decentering the lens by 1000 μm. The cropped images from the PSM video screen are shown in Fig. 4 where the tick marks on the red bar are 100 μm apart. Using the centroiding algorithm in the PSM it showed the spot moved about 8 μm right to left for a lens decenter of 1 mm in the x direction while a Zemax simulation of this case showed the spot should have moved 2 μm.
Fig. 4 Cropped images of the Bessel beam with the PSM focused at the vertex of the convex side of the lens. On the left is the beam position prior to decentering. On the right is the position after decentering 1 mm. The spot moved 8 μm
One might ask why did the spot move so little for a 1 mm decenter of the lens until you realize that when you are focused at the vertex of the lens you are only 0.4 mm above the 2nd principle plane, in this case, where there should be no motion of the spot. The second thing to realize is that if you can focus on the vertex and see the Bessel beam, you can also focus on the principle plane and see there is no motion in this plane. This means you can make a precision measurement of the efl rather than the bfl of any lens without the need for a nodal slide.
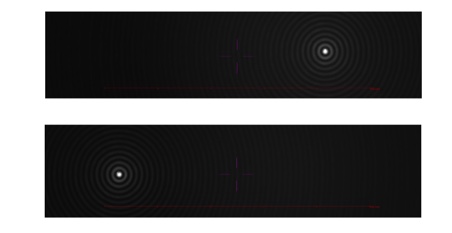
Next, the PSM was moved up to 100 mm above the vertex where the lens was again centered with respect to the Bessel beam and then decentered 1000 μm. This time the spot moved 488 μm and Zemax predicted a motion of 500 μm. Fig. 5 shows the spot motion. Because the motion was large we decentered the PSM to move the spot to the right initially so that the spot remained on the screen when it was decentered. Also, we had to leave the picture full size in the direction of the decenter for a comparison between the two situations. The PSM centroiding algorithm was used to measure the spot location before and after decentering.
Fig. 5 Bessel beam spot locations 100 mm above the lens centered (upper) and decentered by 1 mm (lower) showing a movement of 488 μm. Red tick marks 100 μm apart
Moving up to 200 mm above the vertex, the decenter was reduced to 500 μm so the spots would not go off the screen. In this case the spots moved 491 μm while Zemax predicted 499 μm. If the spot motion is plotted against distance from the lens the slope of this line in 0.00487 where Zemax predicts a Bessel beam deviation of 0.00498. Above 200 mm the Bessel beam spot disappears because you are in the region of the back focus. Once you get above this region for this longer focal length lens the Bessel beam spot lacks intensity to make a good measurement. On the other hand if a 500 μm decenter shifts the beam approximately 500 μm and you can measure the beam to a 1 μm sensitivity you have a sensitivity to decenter of about 1 μm. In angular terms this as about 1 second of arc, that is, 0.001/200 mm = 5 μradians ~ 1 second.
To recap, for decenter, the angular beam deviation is just the decenter over the efl and the spot motion is the deviation times the distance above the lens the measurements is made. If the measurement distance is close to but less than the bfl, the Bessel spot displacement is very close in magnitude to the amount of the decenter.
4.2 Case of lens tilt only
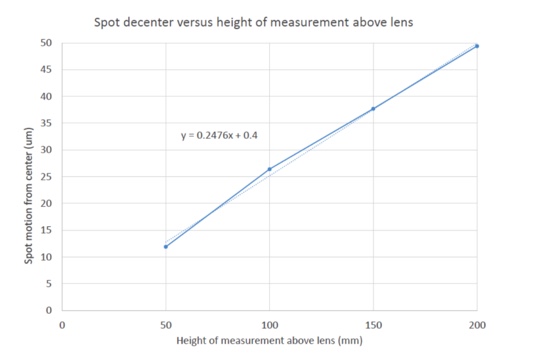
The other case is tilt of the lens when the powered side of the lens sits on the seat. With the equipment at hand it was difficult to directly measure the tilt of the lens in the seat. The experiment was modified so that we decentered the lens and modeled what that decenter did to the angular beam deviation using Zemax. For a 50 μm decenter of our 200 mm efl lens, Zemax predicted the beam deviation was 0.02354°, 1.41 arc minutes or 411 μradians. For the constant 50 μm decenter the spot position was measured every 50 mm above the lens.
Fig 6 Bessel beam shift as a function of distance above the 200 mm efl lens
Again the measurement can be taken at any convenient height above the lens as long as it is not close to a back focus. Since the decenter we used was equivalent to a lens tilt of 411 μradians and the spot moves about 50 μm when measured 200 mm above the lens we have a measurement sensitivity of about 8 μradians to tilt for this lens assuming a 1 μm sensitivity to spot displacement, far better than needed for all but the most precision lenses. In addition, if we look back at the equation for the beam deviation for this lens we find the deviation γ = 0.585α and our α = 411 μradians so γ is 240 μradians, almost the same as the slope of the graph in Fig. 6 taking into account the slope is shown in units of μm/mm.
5. CONCLUSION
Once we realize that for most centering there is a single degree of freedom, either tilt or decenter, the whole problem of centering is vastly simplified if we also take advantage of the property of Bessel beams to propagate as though they were a single paraxial ray. Then the beam deviation or decentration can be measured at almost any practical distance above a lens or lens assembly without ever having to move the measurement device. Further, whether the centering error is tilt or decenter, either can be measured on the order of 1 μm or 1 second of arc if you have the ability to measure the Bessel beam position to 1 μm. This ceases to be true for very short focal length lenses but one can always use a higher power objective to give greater sensitivity to spot motion.
It has already been noted that centering without the need for a rotary table was 5-6 times as fast as using the rotary table6. The drawback to the method proposed there was that the vertical column on the centering device either had to be very good, or very well calibrated. By using a Bessel beam that propagates like a single paraxial ray there is no need for the precise column. The sensing unit is put at a convenient height and never moved throughout the centering process. As always in the case of optics, one size never fits all, but almost all cases can be covered with this method.
REFERENCES
[1] Durnin, J., “Exact solutions for nondiffracting beams. I. The scalar theory”, JOSA-A, 4, 651-4 (1987).
[2] Parks, R., “Alignment using plane Axicon gratings”, Proc. SPIE, 10747, 1074703 (2018)
[3] Parks, R., “Practical considerations for using grating produced Bessel beams for alignment purposes”, Proc. SPIE, 11816, 1181603 (2021)
[4] Parks, R., “Design for alignment”, Proc. SPIE, 11103, 1110302 (2019)
[6] Heinisch, J., Hahne,. and Langehanenberg, P., “Rotation-free Centration Measurement for Fast and Flexible Inspection of Optical Lens Systems”, Proc. SPIE, 11175, 111751B (2019)